
 La kovrilmaŝino de kaŭĉuko Rolerl estas aŭtomata integra ekipaĵo por envolvi kaj envolvi kaŭĉukon sur la surfaco de la kaŭĉuko, kiu multe plibonigas la produktan efikecon de la kaŭĉuko -fabriko en prilaborado kaj fabrikado de kaŭĉukaj rulaj produktoj. Ĝi estas mekanika ekipaĵo por aŭtomate envolvi kaj envolvi kaŭĉukon en la kaŭĉukan rulan prilaboron.
La kovrilmaŝino de kaŭĉuko Rolerl estas aŭtomata integra ekipaĵo por envolvi kaj envolvi kaŭĉukon sur la surfaco de la kaŭĉuko, kiu multe plibonigas la produktan efikecon de la kaŭĉuko -fabriko en prilaborado kaj fabrikado de kaŭĉukaj rulaj produktoj. Ĝi estas mekanika ekipaĵo por aŭtomate envolvi kaj envolvi kaŭĉukon en la kaŭĉukan rulan prilaboron.
1. Nomo Difino
Kio estas la Kaŭĉuko Rolerl -kovrila maŝino? Ĉi tiu ekipaĵo estas speco de ekipaĵo por formi kaŭĉukajn litojn, kiu uzas extruder por elĉerpi filmon de certa dikeco kaj larĝo kaj ventumi ĝin sur la kaŭĉukan rulan kernon laŭ ordema kaj oblikva maniero. The rubber roll winding machine can not only improve the rubber covering quality of rubber cots, apply rubber of different thicknesses to the roll cores of various diameters, shorten the production time, improve the degree of automation, reduce the number of operators, but also solve the problem that the mechanization and automation of process equipment cannot be realized due to the uncertainty of products and the diversity of dimensions and specifications in rubber roll production. Ĝi havas bonegan merkatan perspektivon kaj klientan fidon.
2. Aplikaj Postuloj
La produktada procezo de kaŭĉukaj ruloj kutime konsistas el tri ĉefaj pretigaj ligoj: kaŭĉuko -rulo -formado, kaŭĉuko -rulo -vulkaniĝo kaj surfaca traktado. La ligo de kaŭĉuko -rulo estas tre grava komenca parto, kiu estas la procezo kovri la metalan ŝafan kernon per kaŭĉuko. Se estas problemo en ĉi tiu ligo, la kaŭĉuko -rulo apenaŭ povas plenumi la atendatajn postulojn. Kun la disvolviĝo de hejmaj extruders, injekto -muldado kaj aliaj teknologioj, la produktado -linio de COTS iom post iom komencis la vojon de mekanizado kaj aŭtomatigo. Pro la malsamaj postuloj por COToj, ekzistas malpuraĵoj, sablaj truoj kaj bobeloj, por ne mencii * *, difektoj, fendoj kaj lokaj molaj kaj malmolaj diferencoj, do la postuloj por la ligo de COTS -muldado estas ĉiam pli striktaj. La merkata aplika agado de la Maŝino de Cots plenumas la celon atingi la tonon, la tuta kaŭĉuko -rulo kovranta mulditan procezon adoptas unuforman rapidecon, norman forton, stabilan kaŭĉukan bobenadon kaj aliajn prezentojn, kiuj gajnis la agnoskon kaj fidon de la merkato.
3. Laboranta Principo
Streĉu unu ekstremon de la rulo -kerno por esti tegita sur la tri makzelo ĉe la kapo de la rulo -lito de la kaŭĉuka ruliĝa bobena maŝino, kaj la alia fino estas subtenata de tiu instalita ĉe la fino de la rulo. Kiam la kaŭĉuko -rulo estas envolvita, komencu la rulan liton unue, kaj la tri makzelaj chuck komencas moviĝi en uniforma cirkla movo, dum la movita ruliĝa kerno rotacias. En la procezo de malalta rapideca rotacio de la rulo -kerno, komencu la kaŭĉukan strian ekstrudilon, kaj plastigas kaj elĉerpu la unuforman forman kaŭĉukan strion tra la malvarma nutrado, la kaŭĉuka strio estas transdonita al la bobena mekanismo tra la kaŭĉuko de la kaŭĉuko. La procezo de bobenado de la rulila kerno kun vosta bendo estas fakte la rezulto de la kombinaĵo de du movadoj.
Se la kaŭĉuko -strio kun certa larĝo kaj dikeco rotacias je konstanta rapideco ĉirkaŭ la X -akso (kaŭĉuko -rulo -akso) sur la surfaco de la rula kerno, kaj la sinua mekanismo moviĝas en rekta linio laŭ la X -akso, la kaŭĉuko strio restos al la rulo -kerno regule. La malsama dikeco de la kaŭĉuko -rulo povas esti atingita per nutrado de la kaŭĉuka rula bobena mekanismo laŭ la y -akso (kaŭĉuko ruliĝanta radia direkto).
Por plenumi la revestitan dikecon bezonatan por bobenigi la kaŭĉukan rulon, la sinua dikeco de la kaŭĉuko -strio de la extruder ĉe la aksa pozicio de la kaŭĉuka rulo devas esti kontrolita, tio estas la interkovrita kvanto inter la kaŭĉuko kaj la kaŭĉuko. Ju pli granda estas la interkovra kvanto, des pli dika estas la sinua dikeco, kaj des pli malgranda estas la interkovra kvanto, des pli maldika estas la sinua dikeco. La traduka rapideco de la kaŭĉuka ruliĝa bobena maŝino rekte determinas la grandecon de la interkovra kvanto rilate al la rotacio de la rula kerno.
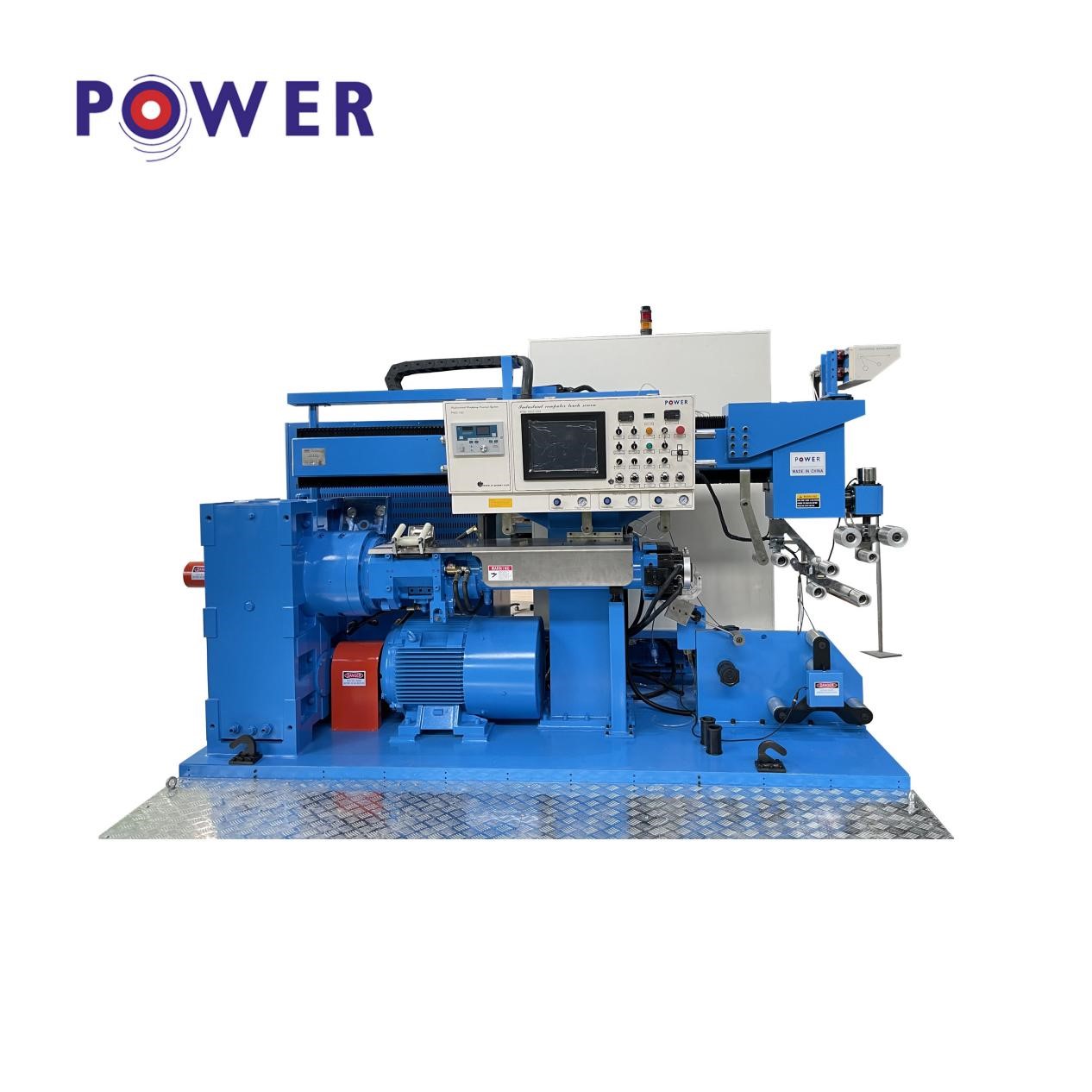
4. Ekipaĵa Kunmetaĵo
La ĉefaj komponentoj de PTM -kaŭĉuko -ruliĝa bobena maŝino inkluzivas: malvarma nutrado kaŭĉuko -extruder, marŝanta platformo, bobena aparato, kaŭĉuko -strio -transportilo, rulilo kaj potenca motoro de respondaj ekipaĵoj.
(1) La malvarma nutranta kaŭĉuko -extruder estas uzata ĉefe por prepari kaŭĉukajn striojn kun certa fina formo por la kaŭĉuko -ruliĝa produktado. Ĝi karakterizas per tio, ke la aldonita kaŭĉuko povas esti rekte nutrata sen antaŭhejtado, kaj la eltira volumo estas granda, la malŝarĝa temperaturo estas malalta, la kosto de unueca eltira volumo estas malalta, la energikonsumo estas malalta, kaj la elĉerpitaj kaŭĉukaj strioj estas unuformaj kaj densaj.
(2) Dum la bobena procezo de kaŭĉuko, la vojaĝanta platformo moviĝos en reciproka rekto laŭ la radia direkto de la rula kerno, kaj la movo kaj rapideco de la platformo estos kontrolitaj. Ĝi estas pelita de serva motoro kaj serv -ŝoforo kun rapida rapideco kaj alta kontrolo.
(3) La gluo -envolva aparato estas la kerna parto de la kaŭĉuka ruliĝa bobena maŝino. Ĝi ne nur kovras la kaŭĉukan rulan kernon, sed ankaŭ kovras la finan vizaĝon de la kaŭĉuko -rula kerno. Kiam la bobena aparato moviĝas laŭ la akso de la rula kerno al la fina vizaĝo de la rula kerno kaj la transira pozicio de la akso, la prema rulilo instalita sur la bobena aparato bezonas rotacii 180 -gradojn por adaptiĝi al la pozicio paralela al la tegmenta ebeno por komenci la revestadon.
(4) La glua bendo por transdoni mekanismon estas ŝanĝi la transprenan direkton de la vosta bendo kiam la aksa surfaco kaj fini vizaĝan pozicion de la bobena kaŭĉuko -rulo -kerno rotacias, kaj la vosta bendo devias aŭ falas. La mekanismo de adhesiva bendo estas bezonata ne nur por povi transporti la vostan bendon, sed ankaŭ ĝustigi la pozicion por certigi, ke la vosta bendo ne devias aŭ falas.
(5) La rulpremita lito aspektas kiel ordinara horizontala tornilo kaj estas ĉefe kunmetita de bazo, lito -kapo, lita korpo, vosto kaj transdona sistemo. Tri makzelo estas instalita ĉe la kapo de la lito, kaj movebla kuko estas instalita ĉe la fino de la lito por facila kroĉado. La transdona sistemo adoptas Baixian -nadlan radon, kiu estas pelita de ĉeno. Portanta krampo estas aldonita ĉe la lito -kapo kaj vosto de la rulseĝo, kiu estas uzata ĉefe por subteni la rulan liton, tiel ke la granda diametra kaŭĉuko ruliĝas difekti la rulan liton.
Afiŝotempo: Sep-27-2022





